
Rapid manufactured PEEK for the chemical process industry
Introduction
There persists some level of ambivalence in industry regarding the deployment of 3D printed parts for end-use applications. A key reason for this hesitation is the notion that 3D printing technology is still not considered ripe as a manufacturing tool. Even for high-end metal processing systems industrial attitude is still one of caution; caution driven by different kinds of factors including but not limited to media reports, material, metrology, quality assurance, access to the technology and the general lack of comprehensive data to support the technology.
It therefore goes without saying that there is a need to provide industry with supportive data as well as demonstrated manufacturing ability to 3D-print parts that meet design specifications.
Industry needs to accept that additive manufacturing tools such as 3D printing technologies are instruments technically endowed to handle mainly tasks involving low volume rapid manufacturing and mass customization. The key advantage of enterprise 3D printing is to produce the first real parts at low cost and also shorten the overall time from concept design to part deployment.
In view of these facts, materials as well as part quality must play a central role in our quest at persuading industry to embrace the manufacturing-preparedness of 3D printing technologies.
The ability to 3D print materials; such as PEEK, which meet extremely demanding engineering requirements (high mechanical toughness, corrosion resistance, wear resistance, chemical inertness and UV resistance) is a unique manufacturing opportunity. Functional and structural part designs which have geometries of complexities difficult to create using conventional manufacturing methods (such as injection moulding and CNC milling) can now be fabricated using 3D printers employing the barest minimum production steps.


Practice based examples
The diagram shown in Figure 1a, b illustrates a PEEK part fabricated using an Apium P 155 3D printer then fitted with metallic connection nozzles in a post print step. This P 155 3D printer has been especially designed for processing high temperature polymeric materials. Its mechanical performance together with the software that makes it possible to generate and precisely execute the printing plan have been extensively tested to guarantee PEEK parts of high quality.
The PEEK part in Figure 1 is a prototype multi-channel mixing column printed in section to reveal internal features. It has a surface structure (Figure 2) as well as internal walls characterized by fine interfaces created by the layer on layer deposition of PEEK melt on stress-free surfaces of solid PEEK. Edge zones of the PEEK part are well defined confirming the nature of fluid mechanics that precedes the melt solidification process. Clearly the phase transformation processes namely nucleation and growth of crystalline domains in the melt, the solidification rate as well as the rate of heat dissipation from the solidified PEEK structure are adequately controlled during the printing process thus making possible a high quality printed PEEK part.
The PEEK parts shown in the following Figures 3a-d were also printed using an Apium P 155 3D printer. The surface qualities of these parts attest to the engineering stability and reliability of the P 155 printer. All the parts represent functional components applicable in the chemical technology sector.



Role of 3D printing in the chemical industry
Computer simulation efforts in the areas of fluid dynamics, rheology and chemical process studies have in the past 30 years dominated developmental activities in the field of process engineering. Whilst this approach brings with it valuable amount of cost savings on financing and time, there remains a need to physically model unit operations or unit processes in order to overcome design based constraints irresolvable using computer aided tools. For this reason process engineers still resort to building pilots and miniature plants to test their designs in real life circumstances.
This is where a manufacturing tool like 3D printing can play a profoundly decisive role. By 3D printing the hardware needed to build a miniature or pilot process plant engineers can save huge amounts of time, computational effort and investment cost into plant development. Plant elements (Figure 4) such as separation units, compressors, storage tanks, pipelines, pumps and valves can be 3D printed at small scales and tested as real functional parts in plant development projects. Joints, connection points or locations where different parts are coupled can be eliminated simply because it is possible to build the entire contraption of plant elements in one piece using a 3D printer.
For example PEEK; a material with properties which make it an attractive technical asset in chemical process plants can be used for reaction vessels loaded under extreme pH environments. Its structural stability also makes it attractive in oil & gas applications. The fact that 3D printing technologies are today capable of fabricating metallic parts, technical ceramic parts and high temperature polymeric parts support the unique development of this manufacturing tool and the outstanding opportunities provided to industries to design highly specialized parts with the hope that their manufacture is possible.
Some practice relevant data
Data provides the confidence needed to anchor 3D printing technologies as a mainstream operation in the field of manufacturing. However the mass of technical evidence needed to inject trust for 3D printing in industrial applications is far from adequate. Some of the several reasons why this is so are because (i) machine producers are not disclosing the entire information about the quality of parts fabricated from their 3D printers; often only data capable of inducing commercial success is published (ii) majority of research based groups using 3D printers in their labs are not testing printed parts for performance rather they are focused on prototyping to meet form and geometric requirements (iii) a big section of the 3D printing user group are composed of players from the maker-community acting as hobbyists often with little or no access to test facilities needed to give credibility to the valuable development work going on in the field of 3D printing. Thus the fact that some machine manufacturers are secretive about test results from parts fabricated from their machines raise questions about quality assurance, reproducibility of properties in 3D printed parts, reliability of the 3D printing process and of course on the existence of measurable parameters for bench-marking 3D printed part integrity.
In the past 5 years there has been an interest within the field of additive manufacturing to explore the processability of materials used in safety-critical applications. Fibre-reinforced polymeric materials, composites materials containing nano-materials such as carbon nanotubes, advanced materials such as shape memory alloys and materials used in human implant applications such as titanium-6-Al-4-V (Ti6Al4V) and PEEK are key amongst such materials. For a relatively new manufacturing technology like 3D printing, the threshold for acceptance is understandably set high because there is suspicion, caution and a general sense of uncertainty towards new habits, methods or processes in a rather conservative industry like the manufacturing sector. That said, experimentally generated data which allows for the interpretation of the performance of 3D printed part needs to be published.
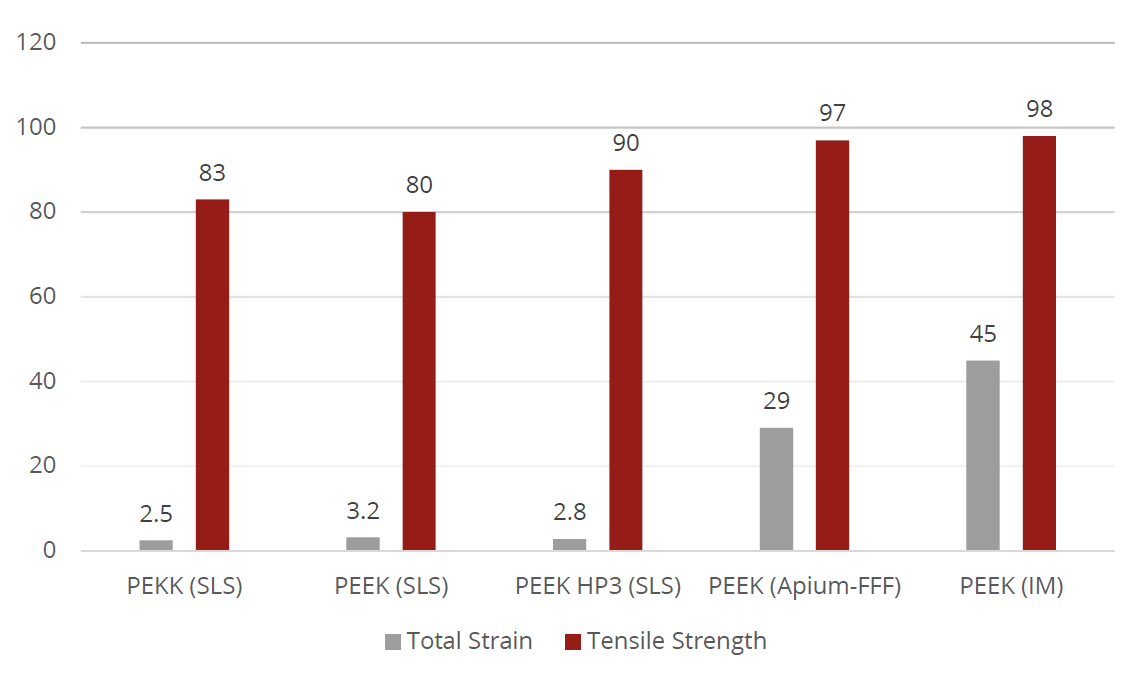
In Figure the mechanical properties of PAEK (PEEK, PEKK are chemical derivatives of PAEK) parts fabricated using different manufacturing methods are presented. Generally the industry bench-mark for polymeric materials is injection moulded part datasets. The plot in Figure 5 shows that there are clear differences in mechanical properties where the injection moulded part as well as the FFF 3D printed part exhibit superior strength.
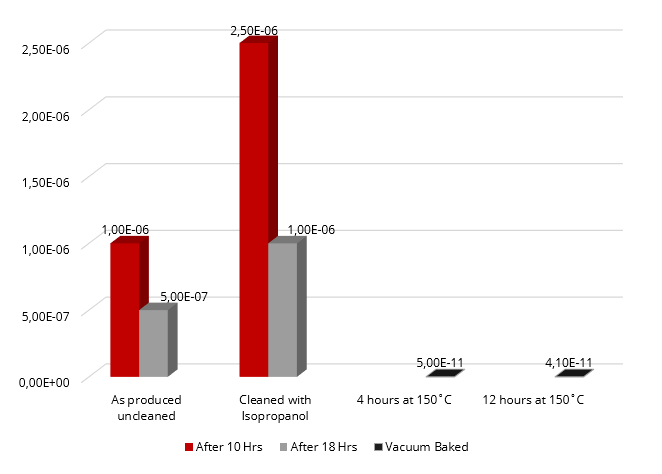
In vacuum technology where chemical inertness, high strength and outgassing are critical issues, PEEK has found application in the areas of: sealing, gaskets, material for low load bearing structural components and as substrate for active agents. In Figure 6 outgassing test results for 3D printed PEEK parts studied under vacuum condition are presented. The results indicate outgassing rate of 5×10-7 mbar l/cm-2 s-1 after 18 hours in vacuum. When baked for 12 hours at 150 °C prior to testing in vacuum condition, the 3D printed PEEK part exhibited outgassing rate of 4.1×10-11 mbar l/cm-2 s-1; a value falling well within the ultrahigh to extremely high vacuum range.
Residual gas analyser (RGA) scan on the PEEK samples to determine the kind of molecules being outgassed revealed the main gas species observed were hydrogen water and carbon dioxide; most likely from the hot filament in the RGA.
Conclusion
There is a place for 3D printing/additive manufacturing within the chemical process industry; we need to work at identifying this niche. In the medical sector 3D printing tools are already being used for patient-specific implant production applying data from MRI or CT scans of the patient as input to the 3D printer. Can computer aided models of process plants be re-sized and 3D printed? Can we enhance our digital workflows with design features and attributes which will make it possible to 3D print models of plants and test run the plants? Can 3D printers be used for spare-part fabrication to keep our aging plants running or for fabricating newly developed component designs fitted to improve on plant performance? The authors believe there is a practicable opportunity to do new things in plant design, operation and optimization using 3D printing technologies.
Acknowledgement
We appreciate University of Applied Sciences Merseburg – Germany for the mechanical test data on FFF 3D printed PEEK and Mr. Andy Stallwood of Diamond Light Source Ltd UK for the vacuum tests.
Authors: Uwe Popp, Julian Scholz, Brando Okolo
Contact:
Prof. Brando Okolo brando.okolo@apiumtec.com
Discover the possibilities of additive production with high-performance polymers to secure advantages for your company.
